


Les entrepôts frigorifiques : conception et automatisation
Les entrepôts frigorifiques automatisés sont une solution de plus en plus courante en logistique. L'utilisation du froid pour conserver des produits sur le long terme n'est pas une invention récente, car elle était déjà pratiquée au Moyen-Âge. Grâce à la température contrôlée, la qualité et les propriétés de la marchandise sont préservées, ce qui prolonge le cycle de vie des produits dans l’entrepôt.
Les nouveaux rythmes de vie ont renforcé davantage l’industrie de la logistique du froid. Selon un rapport de la société de conseil Markets&Markets, le secteur industriel des surgelés connaîtra une croissance annuelle de 5,14% au cours des trois prochaines années, pour atteindre un chiffre d’affaires global de plus de 283 000 millions de dollars en 2023.
Dans cet article nous décrivons le fonctionnement d’un entrepôt frigorifique, sa conception et la manière dont il a dû s’adapter aux nouveaux défis logistiques. En effet, de nombreuses entreprises ont mis en place des solutions automatisées pour faire face aux difficultés de travail dans un environnement froid pouvant aller jusqu’à -30 °C.
Qu’est-ce qu’un entrepôt frigorifique ?
Un entrepôt frigorifique est une installation dédiée au stockage, à l’approvisionnement, à la préparation et l’expédition de produits à basse température. Ce type d’installation est composé de systèmes de stockage, d’équipements de manutention, ainsi que d'autres éléments qui font partie de son fonctionnement, tels que des convoyeurs, des salles blanches, des portes SAS (Security Airlock System), etc.
Les entrepôts frigorifiques peuvent être classés en fonction de leur système de stockage (automatique ou manuel) ou de leur structure (autoportante ou non). Cependant, la classification la plus courante dépend du contrôle de la température dans l’installation. On distingue la température de :
- réfrigération : il s’agit d’entrepôts à température contrôlée entre 0 et 10 ºC. Ils sont utilisés dans le secteur alimentaire (produits laitiers, charcuteries, entre autres), dans l’industrie pharmaceutique ou dans le secteur clinique.
- congélation : ce sont des chambres froides qui maintiennent une température contrôlée pouvant aller de -30 °C à 0 °C. Elles sont particulièrement fréquentes dans l’industrie des aliments surgelés.
Il faut tenir compte du fait que le contrôle constant de la température, non seulement pendant le stockage, mais aussi durant la réception, la préparation et l’expédition des commandes implique une augmentation significative de la consommation énergétique de l’installation, ce qui rend le processus logistique de chaque produit plus onéreux.

À ce facteur s’ajoute la complexité des opérations manuelles : une exposition trop longue à une température de -30 °C peut porter atteinte à la sécurité et à la santé des opérateurs.
En outre, lorsque des produits périssables, pharmaceutiques ou alimentaires sont stockés normalement, il est très fréquent que l'installation dispose d'un système assurant la traçabilité en temps réel de la marchandise.
Comment est conçu un entrepôt frigorifique ?
La principale particularité d’un entrepôt frigorifique est le contrôle de la température pour prolonger le cycle de vie de la marchandise. C’est pour cette raison que la Supply Chain doit inclure des mécanismes afin de respecter la chaîne du froid dans toutes les opérations. Par exemple, un entrepôt frigorifique à la pointe de la technologie est inutile si les quais de chargement ne garantissent pas le maintien d’une certaine température.
La conception d’un entrepôt frigorifique doit se fonder sur les spécificités de l’entreprise. Parmi celles-ci, on peut citer les suivantes :
- Le type de marchandise à stocker.
- La capacité de réception et d’expédition des marchandises.
- Les quais de chargement et tampons de stockage temporaire.
- L’agencement global de l’entrepôt.
- Le nombre de commandes journalières à expédier.
- Les systèmes de stockage utilisés.
- Les types d’ unités de charge.
- Le degré d’automatisation de l’entrepôt.
Une installation frigorifique doit inclure des systèmes de stockage ─ manuels ou automatiques ─ adaptés aux conditions de basse température. En plus des rayonnages, la structure de l’entrepôt doit également être préparée pour préserver le froid dans les chambres. C'est la raison principale pour laquelle de nombreuses entreprises optent pour des entrepôts autoportants, où les rayonnages constituent la structure de l’entrepôt, ce qui permet d’optimiser la capacité de stockage.
Ces entrepôts doivent également être dotés de portes frigorifiques adaptées à la température de travail de l’installation. Souvent, ces portes font partie d’un SAS (Security Airlock System), un système qui comprend une préchambre avec deux portes rapides qui ne sont jamais ouvertes en même temps, ce qui évite les changements brusques de température à l’intérieur.
Les entrepôts à température dirigée nécessitent également un plénum ou chambre dans la partie supérieure de l’entrepôt, des tubes de circulation d’air, d’évaporateurs et une allée surélevée isolée pour l’entretien de ces structures.
Dans le cas des équipements de manutention, ils peuvent être manuels ou automatiques. Et si des chariots élévateurs sont utilisés, ils doivent nécessairement être électriques lorsqu’ils fonctionnent dans une installation fermée.
Les entrepôts frigorifiques automatisés
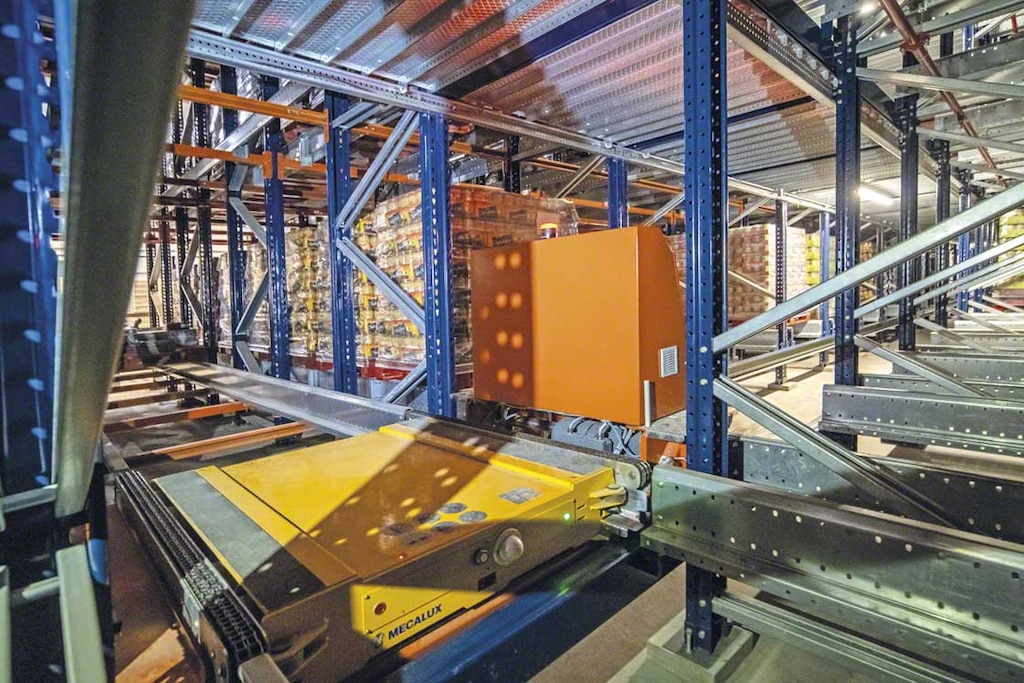
L’objectif d’un entrepôt frigorifique automatique est de rationaliser les processus et d’accroître la sécurité des opérateurs et des marchandises. Pour automatiser un entrepôt, il faut installer des équipements de manutention automatisés, comme des transstockeurs pour palettes ou pour bacs (miniloads). Ces systèmes de stockage sont généralement composés de convoyeurs, qui optimisent le flux de marchandises et évitent aux opérateurs de déplacer le stock dans des conditions environnementales défavorables.
Un Pallet Shuttle peut également être mis en œuvre avec un transstockeur, pour compacter davantage la marchandise. Bien que dans les chambres avec un volume de commandes réduit, il est recommandé d’utiliser le Pallet Shuttle avec des chariots élévateurs.
Jusqu’à présent, nous avons décrit des solutions de stockage de marchandises, mais la préparation de commande peut-elle être automatisée ? Les outils tels que les bras robotiques sont idéaux pour éviter d’exposer les opérateurs au froid et assurer en même temps une productivité maximale dans la préparation de commandes. C’est le cas par exemple, de la solution mise en place par Mecalux dans l’entrepôt de l’opérateur logistique Havi Logistics.
Tous les éléments automatisés que nous avons détaillés ne pourraient pas fonctionner de manière sûre et efficace sans un poste d’inspection des palettes qui garantit que chaque colis entrant dans l'entrepôt répond aux exigences requises. Sa fonction est de vérifier le poids de la charge, le cerclage et l’état de la palette, entre autres.
Les avantages de l’automatisation d’un entrepôt frigorifique
Avec la mise en place de systèmes de stockage et d’équipements de manutention automatiques, les entreprises disposant de chambres froides obtiendront :
- Une meilleure productivité : dans des environnements à température négative, seule l’automatisation garantit une fréquence élevée des cycles d’entrée et de sortie, car l’exposition excessive des opérateurs à ces températures présente un risque pour leur santé.
- Un picking plus efficace : la mise en place d’un système de picking automatique ou semi-automatique ─ comme le voice picking ou le pick-to-light ─ réduit le temps passé par les opérateurs dans la chambre froide, ce qui optimise les itinéraires de préparation de commande pour une préparation de commandes plus efficace.
- Un renforcement de la sécurité et de l’hygiène : les chambres froides automatisées diminuent les erreurs de gestion et celles des opérateurs, qui ne sont plus exposés à des conditions environnementales extrêmes. De plus, l'automatisation garantit l'hygiène dans tous les processus logistiques, facteur clé dans des secteurs tels que tels que l’alimentation ou la pharmaceutique.
- Une réduction des coûts logistiques : l’énergie est l’élément le plus précieux dans les chambres froides. Les solutions automatiques optimisent la capacité de stockage, de sorte que la consommation d'énergie par palette est plus faible.
- L’ optimisation de l’espace de stockage : les solutions comme le Pallet Shuttle permettent de compacter l'espace de stockage en supprimant les allées dans l'entrepôt.
Avec ces avantages et dans un contexte où les clients exigent une plus de rapidité dans les expéditions, l’automatisation est essentielle pour augmenter la fréquence des cycles combinés d’entrée et de sortie de l’entrepôt et plus particulièrement, pour maximiser les bénéfices de l’entreprise.

Voici deux exemples d’entreprises qui ont choisi d’automatiser leur entrepôt frigorifique :
- Congelados Navarra : Mecalux a développé un centre logistique pour Congelados Navarra, l'un des leaders européens dans la production et la vente de légumes surgelés. Avec cette installation, dotée des dernières technologies en matière de stockage réfrigéré, l’entreprise dispose désormais d’une capacité de stockage de près de 150 000 palettes.
- La Piamontesa : l’entrepôt frigorifique autoportant de cette entreprise s’est imposé comme une référence dans les systèmes automatiques de stockage frigorifique en Argentine. Ce fabricant de charcuterie a intégré le système Pallet Shuttle automatique pour accroître la productivité de ses chambres froides et minimiser la consommation énergétique.
Efficacité et optimisation de l’entrepôt frigorifique
Les nouveaux rythmes de vie dont résulte une consommation accrue d’aliments surgelés, ont favorisé l’intérêt pour les entrepôts frigorifiques. Toutefois, n’oublions pas que le stockage frigorifique implique un contrôle exhaustif du produit dans tous les processus, afin d’assurer une traçabilité en temps réel tout au long du processus de stockage et garantir la sécurité.
Si on ajoute à cette exigence l’impact des coûts logistiques élevés qu'implique l'exploitation d'un entrepôt frigorifique, les entreprises qui possèdent ces centres logistiques doivent envisager des solutions qui garantissent l’efficacité et l’optimisation de l’espace de stockage.
Chez Mecalux nous avons plus de 50 ans d’expérience dans le conseil et la mise en œuvre de solutions manuelles et automatiques dans les entrepôts frigorifiques. N’hésitez pas à nous contacter, nous vous proposerons la meilleure solution pour multiplier la productivité de votre installation.